福建省大立通用机电制造有限公司
联系人: 黄小姐
手机: 13509589857
电话: 0593-7831543
传真: 0593-7877543
网址: www.chinabigdint.com
地址: 福建省福鼎市山前街道兰田工业区温州大道1006号
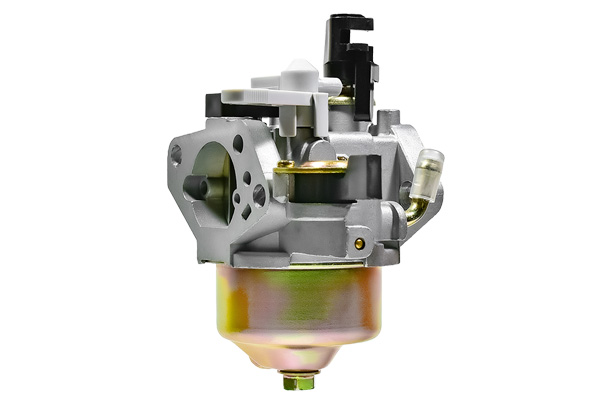
化油器拆洗流程,双缸真空也如此简单
人要常冲凉才帅,车也要常保养才好跑,很多摩友都不知道摩托车化油器是可以自己清洗的,一般动力不好,火花塞发黑等原因都可能是化油器“脏”了引起的,清洗下化油器就解决问题了。不过动手之前你要先了解一下基本步骤和注意事项,下面通过图解说明拆装清洗双缸化油器的步骤(单缸4缸也基本一个原理,单缸的就更加简单了),只要细致用心,这个活儿你自己完全可以自己完成哦。
先把化油器整件拆下来,这个就是拧螺丝,扭动物品和用点小力和巧力而已,没什么复杂的,这就省略了。
这是双缸真空化油器,我先说说他的基本拆卸步骤。
先拆掉化油器的固定架和风门扳手。
卸掉固定架和风门扳手之后化油器就可以直接拔开了,先卸掉化油器底壳的4个螺丝。
底壳打开之后我们可以看到溢油孔(小红圈),还可以看到风门吸油孔(大红圈的位置),这两个孔要清洗不能堵塞,溢油孔堵塞会导致混合比过浓,容易造成淹缸、风门吸油孔堵塞和冷启动能力会下降。
翻转化油器,我们可以看到化油器内部的基本结构,有主量孔,副量孔还有浮子以及油针坐。
第一步,先拔掉浮子的传销,这样浮子和油针就能卸掉了。
检查油针有没有破损同时检查浮子有没有破损,没有的话可以用,不然就要换掉。
然后拆掉主量孔(中间的圈)、副量孔(小圈)以及油针坐(洞最大的那个)。
之后每个孔都用化油器清洗剂清理下。
注意油针座的这个铁丝网,它最容易堵塞,一定要清理(这个堵了会供不上油严重的会缺缸)。
所有量孔都清理完之后,把化油器翻转同时卸掉真空膜片的盖子。
取下弹簧,还有真空柱塞(注意膜片不用弄漏)。
然后翻转化油器,把主油针的雾化孔取下来。
小细孔非常容易堵,这个堵了虽然不会有明显的问题但是影响油耗和加速性能,所以清洗化油器必须要清理下。
全部清理完毕之后怎么拆得在怎么装回去,安装的过程当中注意不要太用力 ,注意浮子的高度(浮子高度原厂是和副量孔平行的 如果化油器没有问题的话可以不用动浮子)。
一切检查没有问题之后,就把下面的油底壳安上,翻转化油器检查调整主油针。
卸掉里面的螺丝,主油针就可以拿出来了。
油针上面会有5到凹槽,卡簧向上调供油量变低,向下调节供油量变高(一般卡簧默认是在中间如果想提高性能的话可以适当的向下调节一格)还要说明一下国3的车油针大多是不可调节的,如果想增加供油量可以用垫也 可按照拆的步骤依在次装回去,最后把两个混合比的螺丝卸掉,清理混合比的孔道。
在两化油器全部清理完之后,合并一个化油器,现在不启动的情况下粗略的做一下双缸平衡。
用螺丝刀调节两个化油器的节气门,使它们尽量保持一致。启动之后再用平衡仪调节混合比和节气门角度,在经过细微的调整后化油器的清理调节就彻底完成了。
借车怕上火,装控锁
控锁,装在手机里的暗锁,
防盗防飙车。
控锁点火器由华南理工大学自动化研究生研究三年后出品上市,世界上第一款手机控制的智能点火器,管车利器。
普通螺纹的对刀方法有试切法对刀和对刀仪自动对刀,可以直接用刀具试切对刀,也可以用G50设置工件零点,用工件移设置工件零点进行对刀。螺纹加工对刀要求不是很高,特别是Z向对刀没有严格的限制,可以根据编程加工要求而定。
普通螺纹的编程加工
在目前的数控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。我们在操作使用上要仔细分析,争取加工出精度高的零件。
1、G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;由于刀刃容易磨损,因此加工中要做到勤测量。
2、G92直进式切削方法,该方法简化了编程,较G32指令提高了效率。
3、G76斜进式切削方法,由于为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。由于此加工方法排屑容易,刀刃加工工况较好,在螺纹精度要求不高的情况下,此加工方法更为方便。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。
4、观察螺纹牙型,螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施,当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。
普通螺纹的检测
对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量测量螺纹中径,用齿厚游标卡尺测量梯形螺纹中径牙厚和蜗杆节径齿厚,采用量针根据三针测量法测量螺纹中径。
先把化油器整件拆下来,这个就是拧螺丝,扭动物品和用点小力和巧力而已,没什么复杂的,这就省略了。
这是双缸真空化油器,我先说说他的基本拆卸步骤。
先拆掉化油器的固定架和风门扳手。
卸掉固定架和风门扳手之后化油器就可以直接拔开了,先卸掉化油器底壳的4个螺丝。
底壳打开之后我们可以看到溢油孔(小红圈),还可以看到风门吸油孔(大红圈的位置),这两个孔要清洗不能堵塞,溢油孔堵塞会导致混合比过浓,容易造成淹缸、风门吸油孔堵塞和冷启动能力会下降。
翻转化油器,我们可以看到化油器内部的基本结构,有主量孔,副量孔还有浮子以及油针坐。
第一步,先拔掉浮子的传销,这样浮子和油针就能卸掉了。
检查油针有没有破损同时检查浮子有没有破损,没有的话可以用,不然就要换掉。
然后拆掉主量孔(中间的圈)、副量孔(小圈)以及油针坐(洞最大的那个)。
之后每个孔都用化油器清洗剂清理下。
注意油针座的这个铁丝网,它最容易堵塞,一定要清理(这个堵了会供不上油严重的会缺缸)。
所有量孔都清理完之后,把化油器翻转同时卸掉真空膜片的盖子。
取下弹簧,还有真空柱塞(注意膜片不用弄漏)。
然后翻转化油器,把主油针的雾化孔取下来。
小细孔非常容易堵,这个堵了虽然不会有明显的问题但是影响油耗和加速性能,所以清洗化油器必须要清理下。
全部清理完毕之后怎么拆得在怎么装回去,安装的过程当中注意不要太用力 ,注意浮子的高度(浮子高度原厂是和副量孔平行的 如果化油器没有问题的话可以不用动浮子)。
一切检查没有问题之后,就把下面的油底壳安上,翻转化油器检查调整主油针。
卸掉里面的螺丝,主油针就可以拿出来了。
油针上面会有5到凹槽,卡簧向上调供油量变低,向下调节供油量变高(一般卡簧默认是在中间如果想提高性能的话可以适当的向下调节一格)还要说明一下国3的车油针大多是不可调节的,如果想增加供油量可以用垫也 可按照拆的步骤依在次装回去,最后把两个混合比的螺丝卸掉,清理混合比的孔道。
在两化油器全部清理完之后,合并一个化油器,现在不启动的情况下粗略的做一下双缸平衡。
用螺丝刀调节两个化油器的节气门,使它们尽量保持一致。启动之后再用平衡仪调节混合比和节气门角度,在经过细微的调整后化油器的清理调节就彻底完成了。
借车怕上火,装控锁
控锁,装在手机里的暗锁,
防盗防飙车。
控锁点火器由华南理工大学自动化研究生研究三年后出品上市,世界上第一款手机控制的智能点火器,管车利器。
普通螺纹的对刀方法有试切法对刀和对刀仪自动对刀,可以直接用刀具试切对刀,也可以用G50设置工件零点,用工件移设置工件零点进行对刀。螺纹加工对刀要求不是很高,特别是Z向对刀没有严格的限制,可以根据编程加工要求而定。
普通螺纹的编程加工
在目前的数控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。我们在操作使用上要仔细分析,争取加工出精度高的零件。
1、G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;由于刀刃容易磨损,因此加工中要做到勤测量。
2、G92直进式切削方法,该方法简化了编程,较G32指令提高了效率。
3、G76斜进式切削方法,由于为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。由于此加工方法排屑容易,刀刃加工工况较好,在螺纹精度要求不高的情况下,此加工方法更为方便。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。
4、观察螺纹牙型,螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施,当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。
普通螺纹的检测
对于一般标准螺纹,都采用螺纹环规或塞规来测量。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。除螺纹环规或塞规测量外还可以利用其它量具进行测量,用螺纹千分尺测量测量螺纹中径,用齿厚游标卡尺测量梯形螺纹中径牙厚和蜗杆节径齿厚,采用量针根据三针测量法测量螺纹中径。
上一个 : 化油器清洗剂清洗节气门的最大危害
下一个 : 排除化油器漏油故障的新方法
相关标签:化油器厂家,通用机化油器,割草机化油器,化油器
时间:2016-06-07 14:56:48